مهر فلزی


توضیح کوتاه:
مهر زنی فلزی استفاده از منگنه و قالب برای تغییر شکل یا شکستن فولاد ضد زنگ ، آهن ، آلومینیوم ، مس و سایر صفحات و مواد خارجی برای دستیابی به شکل و اندازه خاصی از یک فرآیند است.
فرآیند مهر زنی را می توان به فرایند جداسازی و فرایند تشکیل (از جمله خم شدن ، رسم و شکل دادن) تقسیم کرد. فرایند جداسازی برای جدا کردن قسمت مهر زنی و خالی در امتداد یک خط کانتور خاص در فرآیند مهر زنی است ، و کیفیت بخش جدا شده قسمت مهر زنی باید شرایط خاصی را داشته باشد. فرآیند تشکیل به این صورت است که مهر و موم تغییر شکل پلاستیک خالی تحت شرایط بدون آسیب ، و تبدیل آن به شکل محصول نهایی مورد نیاز ، و همچنین مطابق با الزامات تحمل ابعاد و جنبه های دیگر.
* با توجه به شرایط درجه حرارت مهر زنی ، دو روش مهر زنی سرد و گرم زنی وجود دارد. این بستگی به مقاومت ، انعطاف پذیری ، ضخامت ، درجه تغییر شکل و ظرفیت تجهیزات ماده دارد و باید حالت اولیه عملیات حرارتی و شرایط نهایی سرویس مواد در نظر گرفته شود. 1. مهر و موم سرد پردازش فلز در دمای اتاق ، به طور کلی قابل استفاده در ضخامت کمتر از 4 میلی متر خالی است. این از مزایای عدم گرمایش ، بدون پوست اکسید ، کیفیت سطح خوب ، عملکرد راحت و کم هزینه است. عیب این است که یک پدیده سخت شدن کار وجود دارد ، که باعث می شود فلز توانایی تغییر شکل بیشتر را از دست بدهد. ضخامت خالی یکنواخت است و نیازی به خراش نیست. 2. داغ داغ کردن فلز تا یک محدوده دمایی مشخص گرم می شود. مزایای آن این است که می تواند استرس داخلی را از بین ببرد ، از سخت شدن کار جلوگیری کند ، پلاستیک مواد را افزایش دهد ، مقاومت در برابر تغییر شکل را کاهش دهد و مصرف برق تجهیزات را کاهش دهد




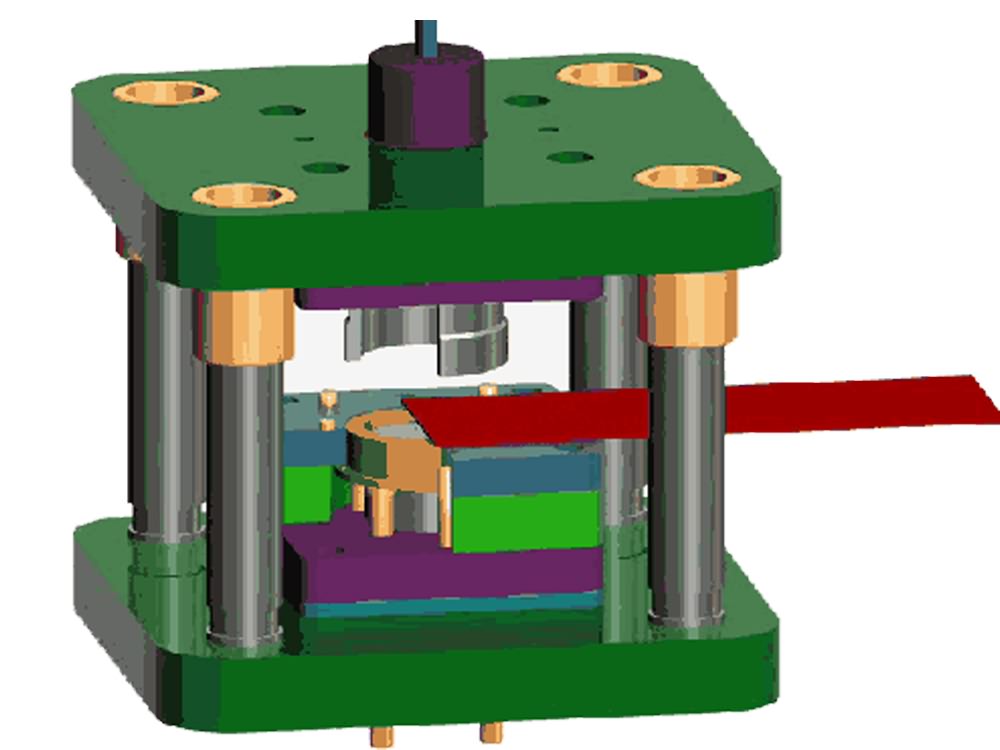
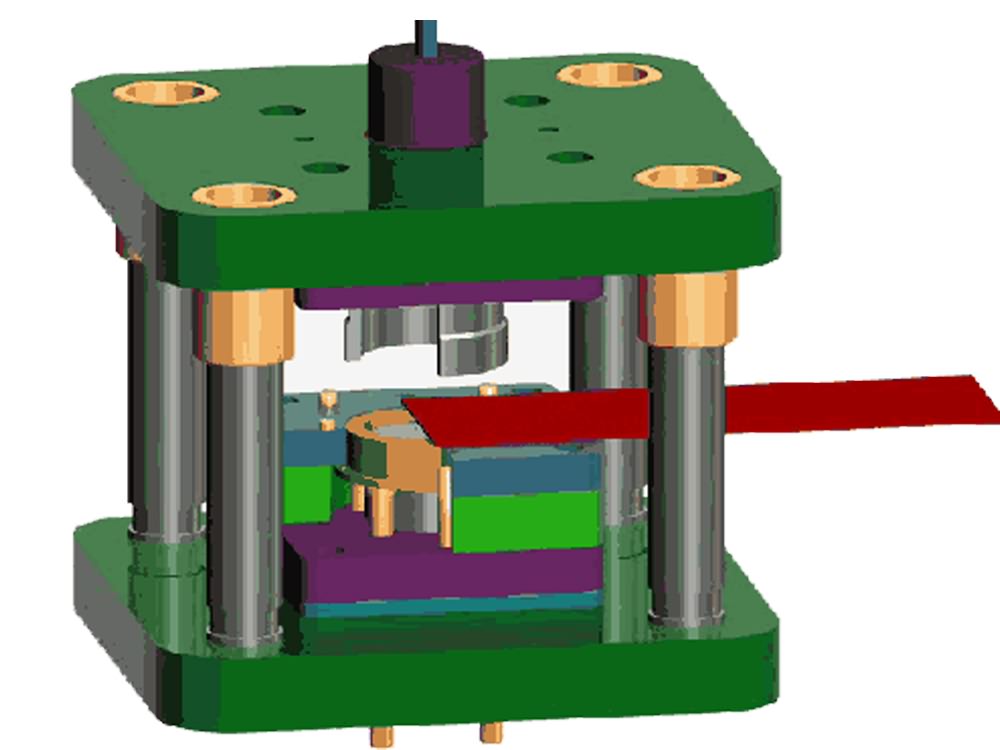
* سه عنصر اساسی سیستم تولید مهر زنی: قالب ، پرس و ورق فلز
1. مشت زدن Die Die یک قطعه اساسی در تولید مهر زنی است. سه نوع قالب تمبر وجود دارد: قالب ساده ، قالب مداوم و قالب مرکب.
Die Die یک قالب اساسی در تولید مهر و موم است. سه نوع قالب تمبر وجود دارد: قالب ساده ، قالب مداوم و قالب مرکب.
(1) قالب ساده: قالب ساده قالب است كه فقط یك فرآیند را در یك ضربه از مطبوعات به پایان می رساند. برای تولید دسته ای کوچک قطعات ساده شکل مناسب است.
(2) قالب پیوسته: در یک نوبت فشار ، قالب که چندین فرآیند مهر زنی را در نقاط مختلف قالب به طور همزمان کامل می کند ، قالب مداوم می نامند. قالب پیوسته برای تولید خودکار با بازده بالا مناسب است.
(3) قالب مرکب: در یک سکته مغزی ، در همان قسمت از قالب برای تکمیل چندین فرآیند مهر زنی به طور همزمان ، معروف به قالب مرکب. قالب مرکب برای مهر زنی قطعات با خروجی زیاد و دقت بالا مناسب است.


2. دستگاه پانچ
تولید تمبر عمدتا برای صفحه است. از طریق قالب می توانید خالی کردن ، سوراخ کردن ، شکل دادن ، رسم ، اتمام ، خالی کردن خوب ، شکل دادن ، پرچ کردن و اکستروژن قطعات ، و غیره ، به طور گسترده ای در زمینه های مختلف استفاده می شود. به عنوان مثال ، ما از کلیدها ، پریزها ، فنجان ها ، کمدها ، ظروف ، جعبه های کامپیوتر ، حتی هواپیماهای موشکی استفاده می کنیم. لوازم جانبی زیادی وجود دارد که می توان آنها را از طریق قالب تولید کرد. انواع مختلفی از دستگاه های پانچ وجود دارد.
(1) فشار قدرت مکانیکی پانچ مکانیکی دارای ضربه ثابت ، سرعت قابل تنظیم و بهره وری کم است. حداکثر سرعت 180 بار در دقیقه
(2) پرس هیدرولیک
پانچ هیدرولیک می تواند ضربه مهر زنی را از طریق شیر هیدرولیک تنظیم کند تا بهره وری را بهبود بخشد. بالاترین سرعت می تواند به 1000 برابر در دقیقه برسد. از معایب آن می توان به مصرف زیاد برق ، نیازهای زیاد به محیط زیست و بار سنگین نگهداری اشاره کرد.
(3) فشار عددی فشار پانچ برجک
با استفاده از موتور سروو برای هدایت هد ، بهره وری بالاست ، تا 800 برابر در دقیقه. حداقل مصرف برق ، تعمیر و نگهداری آسان و اندازه کوچک. بنابراین ، به طور فعال اعمال شده است.
برای مهر زنی ورق های معمولی ، بیشتر آنها از پانچ مکانیکی استفاده می کنند. با توجه به مایع مختلفی که در پرسهای هیدرولیکی استفاده می شود ، پرسهای هیدرولیکی و پرسهای هیدرولیکی وجود دارد. بیشتر آنها از پرس هیدرولیک استفاده می کنند در حالی که از پرس هیدرولیک بیشتر برای ماشین های غول پیکر یا مخصوص استفاده می شود. بخاطر مزایای برجسته آن ، پانچ موتور سروو بیشتر و بیشتر مورد استفاده قرار می گیرد.



3. مواد مهر زنی مواد مهر زنی قطعات به طور کلی صفحه ای است. مواد انتخاب شده برای طراحی محصول باید عملکرد خدمات محصول مانند سفتی ، مقاومت و هدایت محصول را داشته باشند. از طرف دیگر ، باید الزامات پلاستیکی ، کیفیت سطح و ضخامت فرآیند مهر زنی را برآورده کند. در طراحی ساختاری قطعات مهر زنی باید به طور کامل مشخصات پردازش مهر زنی ، شعاع خمش ، سوراخ موقعیت ، ترتیب ، عمق رسم و غیره در نظر گرفته شود. صفحات معمولاً مورد استفاده عبارتند از فولاد کم کربن ، فولاد ضد زنگ ، آلومینیوم ، مس و آلیاژهای آنها که از خاصیت پلاستیکی بالایی برخوردار هستند. و مقاومت در برابر تغییر شکل کم و برای مهر زنی مناسب هستند. (1) فلزات آهنی: SPCC / SPCD / spce ، SECC / SECD / sece ، SGCC ، sgld ، Sus (2). آلیاژ آلومینیوم: al1050p ، al1100p ، al5020 (3). آلیاژ مس: برنز فسفر سرب ، برنج با مقاومت بالا HBS (4). آلیاژ نیکل کوپرو.
* فناوری تصفیه سطح قطعات مهر زنی پس از اینکه فلز در ابتدا پردازش و شکل گرفت ، نیاز به اصلاح سطح فلز ، زیبا سازی سطح و تغییر بیشتر خصوصیات مکانیکی و فیزیکی و شیمیایی سطح فلز دارد. به این فرآیند تصفیه سطح فلز گفته می شود. هدف از درمان سطح فلز به چهار دسته تقسیم می شود:
(1) زیبا
(2) حفاظت
(3) ویژگی های خاص سطح
(4) خواص مکانیکی مانند مقاومت در برابر سایش ، روانکاری و غیره را بهبود ببخشید.
* نوع تصفیه سطح آبکاری آبکاری (روی ، مس ، نیکل ، کروم ، طلا ، نقره) ، پاشش الکترواستاتیک ، رنگ آمیزی اسپری ، الکتروفورز ، چاپ صفحه ابریشم ، آنودایزینگ ، سیاه شدن ، انفعال
* دستیابی به تولید با راندمان بالا از طریق مکانیزاسیون و اتوماسیون دستیابی به مهر زنی ورق آسان است که مکانیزاسیون و اتوماسیون با کارایی تولید بالا آسان است قطعات مهر زنی دارای اندازه دقیق و قابلیت تعویض خوب هستند. سطح صاف و صاف است ، معمولاً بدون ماشینکاری. این به طور گسترده ای در اتومبیل ، لوازم الکتریکی ، ابزار ، هواپیمایی و سایر صنایع تولیدی استفاده می شود.
Mestech محصولات و خدمات مهر زنی قطعات فلزی را برای شما فراهم می کند. در صورت نیاز و یا نیاز به دانستن بیشتر ، لطفا با ما تماس بگیرید.





